 AI智慧实验室建设
AI智慧实验室建设 虚拟仿真、数字孪生
虚拟仿真、数字孪生 企业员工培训、实训基地建设
企业员工培训、实训基地建设 特种作业考试中心建设
特种作业考试中心建设

【业务需求】
在食品供应链中,异物控制是整个生产风险控制体系中最重要的一部分,特别是加工步骤多,参与人员和设备多,容易引起异物混入的问题,一旦发生还很容易发生舆情问题。每次发生客诉的时候都能看到这样的画面:市场经理老白怒气冲冲得拿着退货问生产主管小丁:“为什么这个玻璃渣还会混在产品里面?”小丁无奈的回复到:“这个玻璃渣太小了,根本看不出来。而且最近的产品种类太多了,这个玻璃渣被裹进去了,想看都看不到。要不你问问设备科的老夏,以后该怎么办?”“我们考察过,现在的设备要么精度不够,要么灵活性太差,而且你们还要做现场的联动剔除,这样的设备真的不太好找。”老夏也很无奈。这个时候,质量的何总还加了一句:“你最好能把所有批次的数据都给我导出,我们后面要做数据分析。”老夏嘟囔着走开了,嘴里念叨着这活也太难做了。所以大家迫切希望找到一台性能靠谱,适应能力强,还能做后续的数据分析的 X 光食品异物检测仪。
【解决方案】
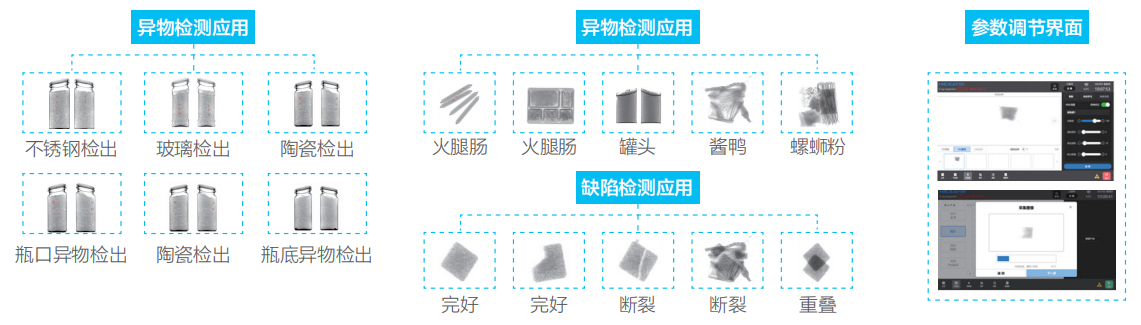
在自动化包装线中,安装 X 光智能异物检测机和自动剔除机,从而实现对产线成品的不停机连续作业,并快速识别异常产品并进行自动剔除。通过自动化的生产过程监测,确保不良品精准剔除,不漏检,不误检。特别是针对形状更小、密度更低的异物和对瓶口、瓶底、瓶两侧等灰度较深特征复杂的区域,进行智能算法优化,保障产品食品安全。

【核心产品】
产品特点:
1、高精度智能检测:利用深度学习与高清 X 射线技术,实现 0.1mm 级别精度,有效检测微小异物,确保食品安全。双能探测系统克服复杂包装干扰,提高低密度异物检测精度,全面检测产品特征区域,保障品质。
2、高度场景适应性:AI 技术通过少样本训练快速优化模型,适应新异物和缺陷识别,简化参数调整,提高生产效率和质量控制。
3、检测可扩展性:设备易于集成到生产线,适应高速生产需求,如每分钟 700 瓶罐头检测,支持数据实时上传和统一管理追溯。

【功能与价值】
通过 X 光智能异物检测机,对产品线成品进行异常识别,复杂包装异常,微小异物亦无所遁形,结合 AI 算法模型,实现不停机连续高效检测功能。
用户价值:
1、降本增效:传统检测采用手摸的方式,全凭感觉,很多小开裂、碎裂没法检出,通过X光异物检测仪在满足检测需求的基础上,单台设备可替换30人,节省人工成本;
2、一机多用:在异物检测的算法基础上,完善多类型问题检测算法,通过部署各种缺损检测和计数检测,拓展检测范围,提升设备利用率;
3、技改升级:基于原有产线的异物检测需求进行算法定制,并顺利对接集成原有生产线,实现产线的快速升级改造,提升产品质量合格率。
【应用场景】
该产品设备能同步检测异物缺陷,还能检测如产品形态不良,罐装不足或过多,罐体磕碰变形等缺陷,有效防止不良品的流出。应用行业包括:休闲食品、医药保健品、预制食品、乳制饮品、农副食品及其他相关领域。

【成功案例】
喜多多罐头食品检测项目:喜多多集团,作为食品行业的知名企业,一直将产品质量视为企业的生命线。其泉州工厂主要负责生产一系列罐装食品,面临着严格的食品安全标准和消费者对品质的高期待。在传统的生产流程中,金属罐包装的特殊构造(如侧壁、拉环、底部结构)常对异物检测构成挑战,尤其是采用X 光检测技术时,易产生干扰信号,影响检测结果的准确性。此外,随着生产效率的提升,检测速度成为制约生产线效率的关键因素之一。因此,寻找一种既能克服技术难题,又能匹配高速生产节奏的异物检测解决方案,成为了喜多多集团亟待解决的问题。
为应对上述挑战,喜多多集团泉州工厂决定引入海康睿影 X 光智能异物缺陷检测系统。该系统采用高清 X-Ray 成像技术,结合 AI 智能识别算法,能够有效穿透金属罐体,排除干扰智能识别并区分出罐体结构与真正异物之间的差异,极大降低了误检和漏检率。系统设计充分考虑了生产线的高速运行需求,通过优化图像处理速度与机械传动效率,确保了每分钟可处理高达 650 个罐体的检测能力,与生产节拍无缝对接,既保障了检测的精度,又维持了高效的生产节奏。
 虚拟仿真资源
虚拟仿真资源 AI智慧实验室
AI智慧实验室 实训基地、特种作业考试中心建设
实训基地、特种作业考试中心建设 官方企微(人工客服)
官方企微(人工客服)





